- 首頁
- 關於我們
- 商品櫥窗
- BA/EP 不銹鋼管 [13]
- 不銹鋼BA管, 不鏽鋼光輝退火管, 無縫不鏽鋼管(Bright Annealed Tube / Pipe )
- 不銹鋼EP管, 不鏽鋼電解拋光管 (Stainless Steel ElectroPolished Tube / Pipe )
- 衛生級不鏽鋼管, 食品級不銹鋼管, 優耐特不鏽鋼管Rath/United
- 不鏽鋼冷鍛BA管, 無縫不鏽鋼精密管 有縫不鏽鋼精抽管, ®DTI Cold Forged Bright Annealed Stainless Steel Tubing/不銹鋼冷鍛ba管
- 半無縫 BA 管 ( Bright Annealed Semi Seamless Stainless Steel Tube / Pipe)/BA 半無縫管
- 不鏽鋼盤管, BA/EP不銹鋼捲管, 不鏽鋼捲形管, 軟態不鏽鋼管(BA/EP Coiled Stainless Steel Tubing), Level Wound Coil Stainless Steel Tube, KUZE / Handy Tube Standard
- 無縫鋼管, 不銹鋼無縫管, 無縫不鏽鋼管, BA管, EP管(®DTI Cold Forged Bright Annealed Stainless Steel Tubing/Pipe)
- 無縫管, 不銹鋼無縫管, 無縫不鏽鋼管(®DTI Cold Forged Bright Annealed Stainless Steel Tubing/Pipe)
- 熱交換管 (Heat Exchanger Tube), 不銹鋼換熱管, 不鏽鋼無縫熱交換管
- 精密不鏽鋼管, 小口徑不銹鋼管 ( Small Diameter Stainless Steel Tube / Pipe) / Teshima /Kyoto Seiken Precision Stainless Steel Tubing
- 高潔淨氣體管路,/ 高純度氣體管線, High Purity Gas Fittings/Swagelok Parker Stainless Steel Ultra High purity Fittings
- KUZE 不銹鋼BA/EP管, 電解拋光管(Stainless Steel ElectroPolished Tube / Pipe ) Kuze / Rath / United Standards
- 氣壓缸不鏽鋼管,精密冷抽不鏽鋼氣壓缸管 (Pneumatic Cylinder Stainless Steel Tube, Air Cylinder Tube/ Pipe)
- 真空波紋管/真空軟管 [21]
- 真空波紋管, 不鏽鋼真空軟管(Stainless Steel Vacuum Bellows) / 不銹鋼波紋管
- 不銹鋼軟管, 不鏽鋼伸縮接頭, 不鏽鋼防震接頭
- 超級波紋管, 不鏽鋼超級波紋管 (Super Bellows)
- 無縫不鏽鋼波紋管 (Seamless Metal Bellows)
- 真空軟管, 真空波紋管 (Stainless Steel KF Vacuum Bellows)
- ISO真空軟管, ISO真空伸縮軟管(Stainless Steel ISO Vacuum Bellows)
- CF 真空軟管, 不鏽鋼真空波紋管(Stainless Steel CF Vacuum Bellows)
- 焊接波紋管, 焊接式波紋管, 真空波紋軟管(Metal Welded Bellows)
- 鐵弗龍波紋管(Teflon Bellows), PTFE Bellows真空軟管, Teflon真空軟管/ Parker
- 不鏽鋼波狀管(Corrugated Stainless Steel Tubing JWWA G119)/不鏽鋼波浪管(波紋管)
- 波紋管連軸器, 不鏽鋼波紋管聯軸器, 不鏽鋼波紋管機械軸封(Bellows Mechanical Seal)
- 磁流體軸封, 磁性流體軸封, 真空磁流體機械軸封, 真空旋轉導入(Ferrofluid Seals)/Vacuum Rotary Feedthrough
- 真空波紋管, 液壓成型波紋管(Formed Bellows/Hydro Formed Bellows 成型波紋管)
- 真空伸縮接頭, 真空伸縮管, 防震軟管 Expansion Joint/Bellows Expansion Joint/Metal Hose/Stainless Steel Flexible Tubing
- 小口徑不鏽鋼軟管, 小口徑真空波紋管, 高純度氣體不鏽鋼軟管( Convoluted Flexible Tubing / Metal Hose / Flexible Stainless Steel Hose)
- 焊接波紋管, 焊接式波紋管, 邊緣焊接式波紋管, Edge Welded Bellows / Vacuum Bellows/ Mewasa Type
- 消防軟管, 消防撒水軟管, 不鏽鋼消防灑水軟管(Flexible Sprinkler Hose)
- 渦輪增壓器排油管,不鏽鋼渦輪回油管, Turbo Charger Oil Drain Tube, Detroit Diesel Turbo Charger Oil Drain Pipe, Detroit Diesel Flex Stainless Steel Pipe
- 廢氣再循環管, 不鏽鋼EGR 管, Exhaust Gas Recirculation Tube, EGR Tube, EGR pipe
- 空氣噴射歧管,不鏽鋼空氣噴射歧管,二次空氣噴射反應管, Secondary Air Injection Tube, AI Tube, Air Tube
- 不鏽鋼渦輪供油管,Turbo Oil Feed Tube, Turbo Charger Oil Feed Line, Detroit Diesel Flex Stainless Steel Pipe,
- 真空零組件 [50]
- 真空軟管, 真空壓縮軟管(Stainless Steel KF Vacuum Bellows)
- 超級波紋管(Super Bellows)
- 不銹鋼軟管, 不鏽鋼伸縮接頭, 不鏽鋼防震接頭
- 真空波紋管 (Stainless Steel Vacuum Bellows), 不銹鋼波紋管
- ISO真空波紋管, 真空伸縮軟管, 真空蛇腹管(Stainless Steel ISO Vacuum Bellows/Bellow)
- 真空波紋管/ 不銹鋼 CF 真空軟管(Stainless Steel CF Vacuum Bellows)
- 無縫不鏽鋼波紋管 (Seamless Metal Bellows)
- 波紋管聯軸器, 不鏽鋼波紋管連軸器(Bellows Coupling), Flexible Shaft Coupling
- 焊接波紋管, 焊接型波紋管, 邊緣焊接波紋管, 真空波紋軟管, 金屬波紋管(Metal Welded Bellows)
- 鐵弗龍波紋管(Teflon Bellows), Teflon Bellows 軟管, Teflon真空軟管/ Parker
- 真空角閥(Vacuum Angle Bellows Valve), 真空閥門(Bellows Sealed Vacuum Valves)
- 真空隔膜閥, 真空膜片閥(Vacuum Diaphragm Valve)
- 真空閥, 高真空閥, 超高真空閥(Stainless Steel Vacuum Valves)/真空閥門
- 真空球閥, 真空球塞閥(Vacuum Ball Valve)
- 真空蝶閥(Vacuum Butterfly Valve)
- 真空逆止閥, 真空止回閥, 不鏽鋼真空逆止閥 (Vacuum Check Valve)
- Swagelok 管件, Swagelok接頭, Swagelok閥門 SWG lsf (Swagelok Valve Tube Fittings)
- 真空管件(Stainless Steel Vacuum Fittings), 真空零件(Vacuum Components), 真空零組件
- 真空視窗(Vacuum Sight Glass), 真空視窗玻璃(Vacuum Viewport)/真空觀測器
- CGA DISS 接頭, 鋼瓶管件, 鋼瓶接頭 Cylinder Connections/Fittings/Adapter
- 真空導入, 真空導引, 真空饋通(Vacuum Feedthrough)/Vacuum Rotary Feedthroughs
- 真空管件(Stainless Steel Vacuum Fittings - KF Flange)
- 真空零件, 真空零組件 (Vacuum Components)
- KF 真空中心圈(KF Centering ), 濾網中心圈(Mesh Centering)
- 全氟化O Ring, FFKM O RINGS, 全氟化O型環, 全氟化O型橡膠圈, Perfluoroelastomer Morisei kako/Kalrez/Parker/NOK/Chemraz/日本製O型環
- ISO中心圈, 不銹鋼 ISO 真空中心圈(Stainless Steel ISO Vacuum Centering Ring)
- 真空法蘭, 高真空法蘭, CF真空法蘭 (High Vacuum Flanges)
- ISO真空法蘭, 不鏽鋼 ISO 真空法蘭襯套(ISO Vacuum Flange)
- 不銹鋼 CF 真空法蘭(Stainless Steel CF Vacuum Flange)
- 真空元件 (Vacuum Components)
- 真空管件, 真空管配件(Stainless Steel KF Vacuum Fittings)
- 真空管束, 真空管夾/ (Vacuum Clamp)/ KF Stainless Steel Vacuum Clamp/Heata Clamp
- 真空配管, 真空管路, 真空配管規格 (NW/KF/ISO/CF/VG/VF)
- ISO 真空轉接頭(Stainless Steel ISO Tube Adaptor)
- CF 真空法蘭管件(Stainless Steel CF Flange Tubing)
- 不銹鋼 CF 真空轉接頭(Stainless Steel CF Tube Adaptor)
- VCR 管件, VCR接頭, VCR閥門, 氣體管件 ( VCR Fittings / VCR Couplings Parker / VCR Micro Fittings)
- 金屬波紋管, 真空蛇腹管 Metal Bellows
- 真空腔體, 不銹鋼真空腔體, 不鏽鋼 VACUUM CHAMBER
- 食品級軟管, 鐵氟龍管, Teflon 軟管(PTFE/PFA )/ Unigasket/ US Hose/ Teflon 管
- 鍛造襯套, 金屬法蘭管端, 自動焊接法蘭襯套/管節(Auto Welding Stub End)
- 客製化真空管件, 真空級訂製管件,真空預製管道 (Custom Vacuum Fittings), Custom Made Vacuum Fittings
- 真空閘閥, 真空插板閥 (Vacuum Gate Valves/Vacuum Bellows valves)
- 真空過濾器, 真空阱, 真空陷阱 (Vacuum Traps/ Vacuum Foreline Traps/ Vacuum Filter)
- 真空幫浦維修, 真空泵浦配管零件 (Vacuum Pumps / Alcatel / Balzers / Dresser / Edwards / Hyvac / Kinney / Leybold / Orion / Pfeiffer / Stokes / Varian / Welch)
- KF真空法蘭,高真空法蘭 (KF Vacuum Flanges)
- VG真空法蘭,VF真空法蘭,高真空法蘭 (VG/VF Vacuum Flanges)
- 三菱O型環, 密封圈, 墊片(MITSUBISHI SEAL, PACKING, GASKET, O Ring / Kalrez/ Parker/ NOK/Chemraz/ 日本製O型環
- NICHIAS墊片,TOMBO 墊片, Gaskets, Packing, O Rings, PTFE墊片, TEFLON墊片, FFKM O RINGS, 全氟化O型環, 全氟化O型橡膠圈
- 真空消音器,真空幫浦消音器,真空泵消音器 ,Vacuum Silencer, Vacuum Exhaust Silencer, Vacuum Pump Silencer, Edwards Standard
- 衛生級管件 [19]
- 不銹鋼EP管, 不鏽鋼電解拋光管(Stainless Steel ElectroPolished Tube / Pipe ) Kuze / Rath / United Standards
- 不銹鋼BA管, 不鏽鋼光輝退火管(Stainless Steel Bright Annealed Tube / Pipe )
- 生技製藥管件(Stainless Steel Orbital Welding Fitting)
- EP管件(Electropolished Fittings), 電解拋光管件
- 生技製藥夾式管件(Stainless Steel Tri - Clamp Fitting)
- 衛生級隔膜閥, 生技製藥隔膜閥, 不銹鋼隔膜閥(BPE Diaphragm Valve Ohno)
- 冷鍛BA管, ®DTI Cold Forged Bright Annealed Stainless Steel Tubing, 不銹鋼冷鍛ba管
- 半無縫 BA 管 ( Bright Annealed Semi Seamless Stainless Steel Tube / Pipe)/ Seam Integrated Tubes
- 衛生級不鏽鋼管, 不銹鋼衛生管(BPE-TUBE)
- BA/EP不銹鋼捲管, 不鏽鋼捲形管 (BA/EP Coiled Stainless Steel Tubing)
- 不鏽鋼熱交換管(Heat Exchanger Tube), 不銹鋼熱交換管, 無縫熱交換管, 換熱管
- 衛生級管帽, 不銹鋼管帽, 不鏽鋼端板, 食品級管帽 (Sanitary Weld Cap)
- 鍛造襯套, 金屬法蘭管端, 自動焊接法蘭襯套/管節(Auto Welding Stub End)
- 衛生級濾網墊片, 食品級濾網膠墊/Mesh Screen Gaskets/ BPE Tri-Clamp Mesh Screen Gaskets
- 客製化衛生級管件, 衛生級訂製管件,衛生級預製管路 (Custom Sanitary Fittings), Custom Made Hygienic Fittings
- 螺蓋旋轉瓶接頭, 轉瓶接頭/零件 Vent Port Assembly/Spinner Flask Accessory/Corning
- 衛生級接頭, 衛生級夾式接頭 (Sanitary Ferrule / Hygienic Clamp Union)
- 衛生級由任接頭, 衛生級由令接頭 (Sanitary Union / Hygienic Union)
- 雙扣式快速接頭,雙臂式快速接頭,不鏽鋼大流量快速接頭 (Camlock Couplings, Pixon Camlock Fittings, Camlock Quick Disconnect Couplings)
- 食品衛生級幫浦 [11]
- 衛生食品級轉子幫浦, 衛生級轉子泵浦(Sanitary Lobe Rotor Pumps)/Sanitary Rotary Pumps/Waukesha/Nakakin
- 衛生級泵浦, 衛生級離心泵浦 (Osaka Sanitary Centrifugal Pumps Types)
- 食品衛生級螺旋幫浦, 高黏度泵浦, 定量幫浦(Sanitary Progressive Cavity Pumps) / Mohno Pump
- 粉末溶解機, 衛生級粉末溶解幫浦, 食品級粉末溶解泵浦 ( Sanitary Powder Mixer Pump)
- 衛生級乳化幫浦, 食品級均質泵浦, 分散幫浦, 剪力泵浦(Sanitary Shear Blender Pump Fristam)
- 食品衛生級自吸式幫浦/泵浦(Iwai Kikai Kogyo Sanitary Self-priming Pumps Type)
- 衛生級高壓離心幫浦, 衛生級離心泵浦(Sanitary High Pressure Centrifugal Pumps)/Fristam/ C100/C114/C216/C218/C328/CSF
- 食品級 Sine 幫浦, 衛生級泵浦(Sanitary Masosine Pump)/Jann Shin Disco/Shin Yuung Shuhn Machinery
- NAKAKIN 衛生食品級轉子幫浦/泵浦(NAKAKIN Sanitary Lobe Rotor Pumps)/Sanitary Rotary Pumps
- Waukesha 衛生食品級轉子幫浦/泵浦(Waukesha Sanitary Lobe Rotor Pumps)/Sanitary Rotary Pumps
- Osaka 衛生級離心幫浦, 衛生級泵浦(Osaka Sanitary Centrifugal Pumps) SE
- 工程及設備 [32]
- 衛生級過濾器, 食品級過濾器(Cone mill Screen)/Sanitary Strainer
- 衛生級桶式過濾器, 衛生級雙桶式過濾器, 衛生級過濾桶 (Sanitary Basket Strainer/Filter )
- 擴散焊接機, 擴散焊接代工, 真空擴散接合設備, 擴散焊接爐 Diffusion Bonding Furnaces / PVA Tepla Type
- 不銹鋼壓力桶, 不鏽鋼加壓容器, 不鏽鋼保壓桶, 衛生級桶槽 (Stainless Steel Pressure Tank / Unicontrols / Nakakin)
- 衛生級軟管, 食品級軟管(Sanitary Food Grade Hose)
- 無菌空氣過濾器, 衛生級桶槽呼吸閥 (Aseptic Air Vent Filter) Millipore CWVT L10 01
- 衛生級殼管式熱交換器, 食品級殼管式熱交換器(TEMA Tubular Heat Exchanger)
- 衛生級管式熱交換器, 衛生食品級管式熱交換器(Tubular Heat Exchanger)
- 板式熱交換器, 衛生食品級板式熱交換器(Heat-Exchanger)/Alfa Laval/APV/GEA/Hisaka/IWAI/Sondex
- 食品級軟管,衛生食品級軟管(Novaflex Food Grade Hose 3A Toyox )
- 衛生級噴球, 不銹鋼噴球, CIP清洗球(Stainless Steel CIP Spray Ball)
- 不銹鋼人孔, 衛生級桶槽人孔(Stainless Steel Manways)
- 衛生級壓力表, 食品級隔膜式壓力錶, 均質機壓力表, 衛生級溫度錶(Sanitary Pressure Gauge/Thermometer)
- 靜態混合器, 靜態混合管, 食品級靜態混合器, 衛生級靜態混合管(Static Mixer )/ Noritake Type
- 衛生級排氣閥, 食品級排氣閥(Sanitary Air Relief Valve)
- 法蘭襯套, 不銹鋼襯套, 金屬法蘭管端, 不鏽鋼鍛造管端 (Stainless Steel Stub End / Lap Joint)
- 熱水產生器(Mixers), 蒸氣混合器
- 不鏽鋼篩網, 不鏽鋼標準篩網 (Test Stainless Steel Sieving)
- 衛生級配管工程, 自動焊接, 閥串(,Orbital Welding Services & Valve Units)
- 分歧管(Manifold Tubing), 管路預製工程
- Airfloat Air Bearing / Align, 氣浮軸承, 空氣軸承, 氣浮平台/ 氣浮輸送台
- 自動焊接法蘭, 軌道焊接法蘭(Orbit Welding Flange/Auto Welding Flange)
- 衛生級配管, 真空配管, 生技配管工程, BA/EP 配管工程
- 雷射焊接加工設備
- BA爐, 光輝爐, 光輝退火爐, 不鏽鋼光輝爐(Bright Annealing Furnace)
- CIP系統(CIP/SIP), CSF, JEC, Inoxpa, Topline
- 純蒸氣產生器(Pure Steam Generators)
- 注射水設備(WFI:Single and Multiple effect)
- 材質分析儀(Spectrum Analysis Machine)
- 锥型整粒機, 粉碎整粒機 ( Cone Mill Grinder)/ Kemutec CM-1/CM-5/CM-7
- 管端加工機(Tube End Facing Machine)
- Alfagomma 軟管, Alfagomma 工業軟管/橡膠軟管 (Alfagomma Rubber Hose FDA)
- 食品衛生級閥門 [27]
- 衛生級氣動隔膜閥, 食品級氣動隔膜閥(Sanitary Aseptic Pneumatic Diaphragm Valve Gemu Saunders Crane)
- 衛生級隔膜閥, 生技無菌手動隔膜閥, 衛生級膜片閥(Sanitary Aseptic Manual Diaphragm Gemu Saunders Crane Ohno)
- 無菌桶底隔膜閥, 衛生食品級桶底隔膜閥(Sanitary Aseptic Tank Buttom Diaphragm Valve Gemu Saunders Crane ITT)
- 衛生級三通隔膜閥, 生技無菌T 型隔膜閥, 衛生級膜片閥(Sanitary Aseptic 3 way Diaphragm Hygienic Gemu Saunders Crane)
- 無菌閥, 無菌氣動閥(Sanitary Aseptic Valve ) , F型無菌手動閥/L,T,F型 Iwai/Toyo/Izumi
- 衛生級無菌閥, 無菌手動閥(Aseptic Stainless Steel Bellows Diaphragm Valve)/Iwai/Toyo/Izumi
- 衛生級氣動蝶閥(Sanitary Pneumatic Butterfly Valve Litai)
- 衛生級蝶閥(Sanitary Butterfly Valve K. Young)
- 衛生級氣動球閥(Sanitary Pneumatic Ball Valve Litai)
- 衛生級球閥, 食品級球閥 (Sanitary Ball Valve)
- 衛生級氣動F型閥(Osaka Sanitary Type Pneumatic Control F Type Divert Valve)
- 衛生級氣動L型閥(Pneumatic Control L Type Divert Valve)
- 衛生級排氣閥, 食品級排氣閥(Sanitary Air Relief Valve)
- 衛生級吹氣閥, 食品級吹氣閥(Sanitary Air Blow Valve)
- 衛生級取樣閥, 無菌取樣閥, 衛生級隔膜閥(Sanitary Aseptic Sample Valve )
- 衛生級充填閥, 食品級充填閥(Sanitary Heishin Filling Valve) FV2/FV3
- 衛生級波紋管閥, 無菌波紋管閥 Sanitary Bellows Valve (Ohno/Iwai/Izumi)
- 衛生級波紋管閥門 (Aseptic Bellows Diaphragm Valve)
- 大口徑衛生級隔膜閥, 大尺寸衛生級隔膜閥 ( Large Diameter Hygienic Diaphragm Valve)
- 衛生級減壓閥, 衛生級調壓閥, 衛生級安全閥 Hygienic Relief Valve/Sanitary Safety Valve/Pressure Relief Valve/Goetze/Niezgodka
- 衛生級取樣閥, 無菌取樣閥 (Aseptic Sampling Valve/Hygienic Sampling Valve/Bio-Components/Bioengineering/B.Braun/NBS)
- 衛生級防混閥, 衛生級雙座閥, 衛生級防混雙座閥 ( Sanitary Mix Proof Double Seat Valve)
- 大口徑衛生級蝶閥, 大尺寸食品級蝶閥 ( Large Diameter Hygienic Butterfly Valve )
- Osaka 衛生級球閥, 食品級球閥 (Osaka Sanitary Ball Valve)
- Osaka/ Top Line 衛生級考克閥,食品級考克閥,衛生級旋塞閥 (Osaka/ Top Line Sanitary Plug Valve)
- 衛生級逆止閥,衛生級止回閥,不鏽鋼食品級逆止閥 (Sanitary Check Valve)
- Osaka 衛生級氣動閥, 食品級氣動閥 (Osaka Sanitary Pneumatic Valve)
- 磷化銦晶圓( InP Wafer) [9]
- 真空管件/真空閥門 [16]
- 真空法蘭, 高真空法蘭, CF真空法蘭 (High Vacuum Flanges)
- 真空接頭, 真空快速接頭, 真空旋轉接頭 (Vacuum Quick Disconnect / Vacuum Gauge Seal Port / Vacuum Quick Connect)
- 真空破壞閥, 破真空閥, 真空破壞器 (Up To Air Valve / Vacuum Breaker Valve / Vacuum Leak Port)
- 真空轉接頭, 真空法蘭轉接頭, 真空配管轉接頭 (Vacuum Hybrid Adapter / Vacuum fitting To Flanges)
- 高純度氣體配管, 氣體管路定製(Gas Delivery Product / High Purity Gas Delivery Tube Assembly)
- 不鏽鋼真空管夾, 不鏽鋼真空管束 (Vacuum Stainless Steel Clamp) / KF Hinged Clamp/Bulkhead Clamps)
- 森清化工O-Ring,森清化工 O型環, 日本O型橡膠圈, Morisei Kako O Ring /Kalrez/Parker/NOK/Chemraz/日本製O型環
- 真空閥門, 真空閥件, 真空角閥, 真空閘閥 (Vacuum Bellows Valve)
- 真空球閥, 真空球塞閥(Vacuum Ball Valves)
- 真空隔膜閥, 真空膜片閥, 真空隔膜調壓閥 (Vacuum Diaphragm Valves)
- 真空蝶閥 (Vacuum Butterfly Valves)
- 真空閥, 高真空閥, 超高真空閥, 真空氣動閥
- 地板閥, 真空牆閥, 吸塵插座(Vacuum Floor Inlet Valves)
- 焊接波紋管, 焊接式波紋管, 邊緣焊接式波紋管, Edge Welded Bellows / Vacuum Bellows/ Mewasa Type
- 真空氣動閥, 真空自動閥(Vacuum Electro Pneumatic Valve)
- 電磁不鏽鋼,日本磁性不鏽鋼,電磁閥鐵芯材料,軟磁合金 (Tohoku Steel Electromagnetic Stainless Steel)
- BA/EP 不銹鋼管 [13]
- 服務
- 新聞
- 技術
- 製程
- 磷化銦晶圓
- 聯絡我們
技術

擴散焊接機 VS.雷射焊接機

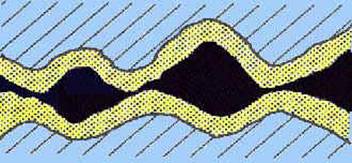
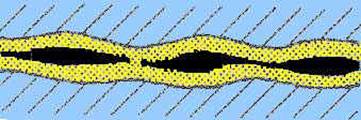
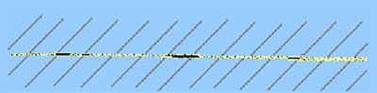
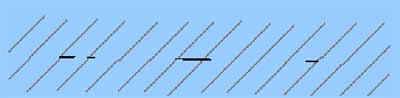
以本公司之85層高效率304不鏽鋼熱交換器本體之擴散焊接為例
擴散焊接為固態焊接,可用於同質金屬、異質金屬及金屬與陶瓷的面與面的接合,焊接強度往往高於母材;擴散焊接的過程如下:擴散焊接前母材需經過600 grits碳化矽砂紙打光,即使如此,母材表面仍立即產生氧化模亦有相當的粗糙度(asperities),因此焊接初期,母材僅以點接觸,因此,母材與母材接觸面有許多空隙(voids),如圖18a所示;擴散焊接往往在高溫、高真空及加壓的條件下進行,溫度的提升可將表面吸附物質脫除,部分的氧化膜亦會昇華,真空幫浦可將之抽掉,此外,高溫亦可使母材變軟,增加其塑性變形(plastic deformation)及潛變(yield),使介面空隙變小,如圖18b所示;此時,施予適當的壓力,粗糙面將被壓平,接觸面積更大,氧化膜及吸附物質在高溫下大部分被抽除,如圖18c所示;在接觸面,兩邊的母材原子開始互相朝對方擴散,並開始再結晶,填補空隙如圖18d所示;接著,在介面的物質形成晶粒(grain)相互分享,完成擴散焊接,如圖18e所示。 |